

In the wave of global energy transition, the demand for energy storage systems and commercial new energy photovoltaic markets is rapidly increasing. With the continuous increase in the proportion of renewable energy, these systems have put forward higher requirements for the performance, reliability, and efficiency of inverters. Especially under the background of 1500V bus voltage, inverter systems require higher withstand voltage levels, more precise temperature management, and more compact designs to meet market demand and achieve sustainable development goals.

The key role of high-performance gate drivers
In the inverter system, the gate driver is a key component that connects the control system and power devices. Efficient and reliable gate drivers can not only improve the conversion efficiency of the system, but also extend the lifespan of power devices and reduce operating costs. Therefore, the market's demand for gate drivers with high integration, precise temperature management, and high reliability is becoming increasingly urgent.
The latest SCALE iFlex XLT dual channel plug and play gate driver launched by Power Integrations is an innovative solution to meet this market demand. Recently, Wang Hao, the System Engineer Manager of Power Integrations' Gate level Driver Department, gave an in-depth analysis of the product's technical features and market applications at a media conference.
SCALE iFlex XLT dual channel gate driver with two key keywords
Compact structure
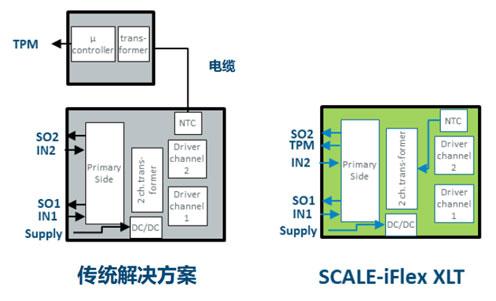
Manager Wang emphasized that one of the biggest highlights of the SCALE iFlex XLT is its extremely compact structural design. Traditional gate drivers typically require multiple circuit boards and a large number of components, which not only increases the complexity of design and manufacturing, but also has a negative impact on the reliability of the system. In contrast, the SCALE iFlex XLT integrates all functions through a single PCBA, significantly reducing the number of components and improving the overall reliability of the system.
This design advantage is of great significance to inverter system designers. The compact single board design not only simplifies the installation process, but also provides greater flexibility for system layout, helping to shorten the development cycle and reduce production costs.
Integrated temperature management
Temperature management has always been a key factor affecting performance and reliability in power electronic systems. Traditional IGBT temperature management solutions typically require an independent isolation system that transmits temperature signals to the control end through cables and wiring. This approach not only increases design complexity and cost, but also carries certain reliability risks. The SCALE iFlex XLT integrates negative temperature coefficient (NTC) temperature detection function, achieving isolated temperature reading. This integrated temperature management solution does not require an additional isolation system, allowing temperature signals to be directly read from the driver board. This innovative design not only simplifies system design and reduces costs, but also improves the accuracy of temperature monitoring. Higher temperature monitoring accuracy allows IGBT modules to operate at higher junction temperatures, thereby improving module utilization and increasing system power output. On the basis of the same hardware, increase the power of the converter by 25% to 30%.
Wide range of topology structures and high voltage level support
Another major advantage of the SCALE iFlex XLT gate driver is its wide compatibility and support for high voltage levels. This driver supports two-level and three-level ANPC (active midpoint clamp) topologies and is compatible with IGBT modules of 1200V, 1700V, and up to 2300V. This broad compatibility enables it to be applied in various inverter system designs, compatible with individual LV100 (Mitsubishi), XHPTM 2 (Infineon), HPnC (Fuji Electric), and equivalent packaged semiconductor power modules with a voltage resistance of up to 2300V. It is worth mentioning that the SCALE iFlex XLT is the industry's first to provide insulation strength of 2300V. Wide PCB and transformer creepage distance - easily meets IEC 61800-5-1.
High reliability and safety design
The SCALE iFlex XLT gate driver adopts the SCALE-2 chipset from Power Integrations, further improving the reliability of the system. The SCALE-2 chipset optimizes the overall design of the driver by reducing the number of components, thereby enhancing the stability and durability of the system. In addition, the driver also provides a desaturation detection function to ensure effective protection of power switching devices in the event of a short circuit.
In order to meet the application requirements in harsh environments, the SCALE iFlex XLT also offers a three proof paint option. This option enhances the reliability of the drive in harsh environments such as high humidity and high dust, making it suitable for more application scenarios.
summary
The launch of the SCALE iFlex XLT gate driver has expanded the application scope of the SCALE iFlex family and is also a significant advancement in the field of medium and high voltage inverter technology. Its compact structural design, integrated temperature management, wide compatibility, and high reliability make it an ideal choice for energy storage systems and commercial new energy photovoltaic markets.
